康园饼干厂
河北康园香美客 饼干水油配料系统

关于项目
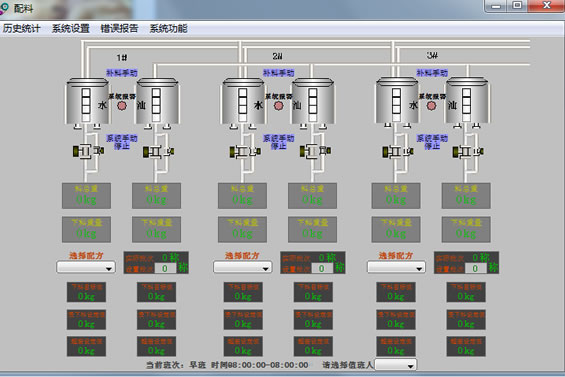
本方案根据自动配料系统生产线的控制特点和要求。共分为三条同样的称重系统生产线。本系统采用上位机(研华)及可编程控制器(SIEMENS S7-200)实现,三部分有效结合,可进行通讯,传输数据实时管理整个生产过程。
称重系统是由称重仪和PLC实现单种物料自动减计重配料系统。
物料采用管道输送重量计量方式。配料方式为连续配料,测力传感器计量送料的重量,设有重量反馈,以保证配料精度。由仪表将信号传送至PLC工控机加以显示,可供操作员观看实时的重量和累计重量。
制备控制主要控制,贮存桶的温度,液位实现水油的保温下料。下料自控流程:。先将合面所需的水,油经管路注入贮存罐,(1 m3),水和油在进入贮存罐之前经过用户预热,水30~80℃,油30℃左右,之后由PLC控制温度,把水和油控制在50~60℃ 精度 2%,水油温度低于设定值时由加热棒加热(4*4kw),当水温高于设定温度时由PLC控制加入冷水。温度控制在设定温度后又PLC控制下料,每称50~70kg 精度3‰ ,配方由电脑管理选定后发送到PLC中进行控制。当贮存罐中液位不足一半时PLC控制将料加满进行控温,待温度达到设定时继续配料。

系统构成
一台计算机、六个保温罐,十八支称重传感器、三套配电柜